
Megvii implements smart warehouse solution for Colgate in China
Colgate, the toothpaste and personal care giant, has teamed up with Megvii Automation & Robotics to upgrade traditional warehouses.
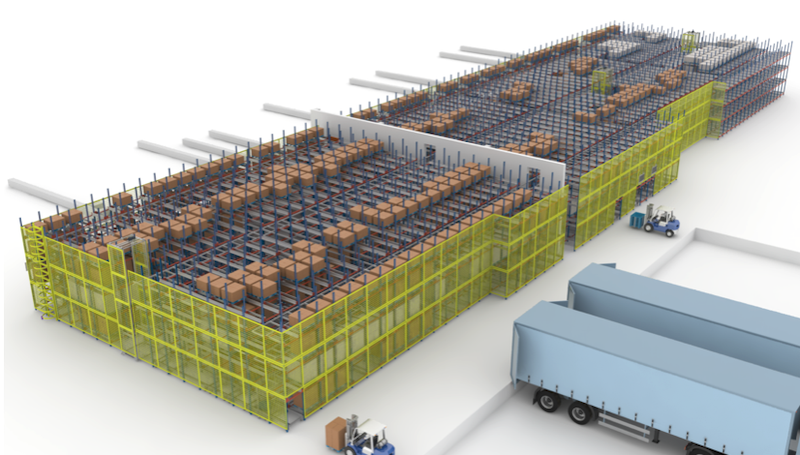
Megvii has implemented its “Matrix8 Storage”, which is a smart solution for high density storage using 4 way pallet shuttles, aiming to enhance storage capacity and customer satisfaction for Colgate’s clients through intelligent upgrade.
Colgate was founded in 1806, headquartered in New York, USA, and is committed to improving consumers’ quality of life through innovative products and high-quality services.
Its iconic color scheme of red, white, and blue along with the brand philosophy of “healthy smiles every day” have deeply resonated with people, helping it become a household name and a top-tier giant in personal care.
With the growth of market demand and the expansion of business scale, the existing traditional operation mode of high racking plus forklifts can no longer meet Colgate’s current operational needs.
How to improve warehouse management efficiency is a pressing issue that Colgate faces and urgently needs to address.
Leveraging its profound technological expertise and extensive industry experience, Megvii Automation & Robotics has tailored a smart warehouse solution specifically for Colgate, upgrading its warehouse system in Guangdong, China.
Matrix8 Storage integrates advanced AI algorithms with pallet shuttles, lifts, conveyors, and racking, enabling end-to-end intelligent and unmanned management from goods receiving to outbound processes.
This system offers high density, flexibility, and scalability, achieving a 30 percent increase in overall efficiency and expanding storage capacity by 20 percent compared to traditional methods.
Key benefits of the solution include:
- Reduced Labor Costs: Automated operations replace traditional forklift handling, saving manpower and reducing operating costs.
- Maximized Warehouse Utilization: Optimized algorithms and data analysis enhance space utilization, maximizing storage capacity.
- Improved Inventory Accuracy: Real-time monitoring and data analysis provide precise inventory management.
- Enhanced Order Flexibility: Faster processing and flexible scheduling meet consumer demands promptly, boosting customer satisfaction.
- Ensured Supply Chain Stability: Reliable operations ensure timely delivery and maintain supply chain stability.
The load-bearing capacity of the original floor is significantly lower than that of the newly constructed warehouses.
To address the uneven load-bearing conundrum, Megvii Automation & Robotics has employed AI algorithms to monitor and calculate the load status of each area in real time, evenly distributing pallets of varying weights across different zones of the warehouse.
This approach has ensured balanced load distribution and effectively prevented issues such as ground settlement.
By integrating conveyor lines through the racking of pallet shuttles, Megvii has connected the workshops and platforms, shortened transportation distances, significantly enhanced transport efficiency, and ensured maximum utilization of inventory capacity.
The collaboration sets a benchmark for intelligent transformation in the personal care industry, empowering Colgate to adapt to future consumer demands while maintaining leadership.
Megvii Automation & Robotics remains committed to driving digital transformation across industries through technology-driven solutions.
